Sanitary Clamps FAQ
For pharmaceutical and biotech companies, sterile process control is critical to helping ensure both product quality and worker safety. If sterile processes are allowed to become compromised, the consequences can include cross-contamination, loss of the entire batch, and even injury. Sanitary clamps (also known as hygienic clamps) are crucial to keep processing systems clean while also allowing maintenance personnel to quickly and securely disconnect and reconnect piping.
However, as maintenance personnel know, reliable process system connections are anything but a given.
Workers need to have the right clamps, the right tools, and the right training to secure sanitary fittings. An improperly-secured connection can place the hygienic integrity of the whole processing system into jeopardy. If even a tiny amount of cleaning solution or process media escapes through an improperly-clamped connection, that’s a sign that bacteria may have contaminated the process.
Based on actual customer questions from the factory floor, answers to these most frequently-asked clamp questions provide a valuable primer for maintenance and operations teams in processing facilities. Taken together they provide a comprehensive list of application-specific suggestions to help ensure sanitation and safety in your process, particularly for applications that involve ASME BPE-type hygienic connections.
What effect does a different profile have on a clamp’s performance?
A superior clamp design adds many details which result in increased performance and less maintenance. These include a wider profile, tighter tolerances to ensure more repeatability from part to part, and investment cast parts for less tooling degradation from one batch to the next.
A wider profile has a strong impact on the clamp’s performance. For example, a U-shaped profile has no sharp edges, allowing for a better fit into the groove during installation, as opposed to a more typical V-shaped groove that doesn’t properly fit tri-clamp connections. A V-clamp’s first point of contact is located far out on the connection, so users often over-torque the connection to get it to compress fully. Meanwhile a wider profile allows a flat-to-flat surface connection for a more reliable installation.
Clamp tolerances for machining processes are set arbitrarily from one manufacturer to the next. For example, when a company only casts the parts, the product then goes out to another manufacturer for machining. As a result, there’s no repeatability in these cast parts. Quality clamps are produced from manufacturers with internal manufacturing processes.
What do I need to know about how my clamps are fabricated?
Investment casting produces more reliable hygienic clamps than sand-cast ones. Investment cast tooling uses durable molds, leading to a higher repeatability of tool quality than tools from a sand-casting process. Sand-casting molds gradually degrade with each abrasive sand pouring, reducing repeatability and thus clamp quality. One question to ask, beyond whether your clamps are created using investment casting or sand casting, is whether the materials are fabricated according to the ASTM A351 industry standard specification for pressure-containing parts.
What should our inspections focus on before installing sanitary clamps?
In a proper installation, the gasket is slightly compressed (not overly so), and the bead is centered in the ferrule groove. The gasket’s inside diameter should be aligned with the pipe’s inside diameter so that there is no intrusion or void. The alignment here is critical—it must be precise and even on all sides. Any irregularities will result in inconsistent or incomplete compression.
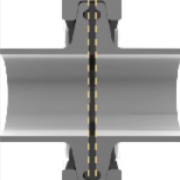 Sometimes the ferrules are not perfectly aligned. If they meet at an angle, one side will be over-compressed and another will have gaps that can harbor cleaning solution or process material. For this reason the maximum allowable misalignment is only one to three degrees, dependent on the size of the ferrule (i.e. the bigger the ferrule, the less misalignment is acceptable. When a clamp is tightened as specified, the ferrules draw together very slightly; for example on a BPE ferrule, a secure seal compresses the gasket only .3 millimeters, or twelve-thousandths of an inch. This should ensure even compression. It helps to have quality sanitary clamps which are properly-designed and precisely-machined.
Sometimes the ferrules are not perfectly aligned. If they meet at an angle, one side will be over-compressed and another will have gaps that can harbor cleaning solution or process material. For this reason the maximum allowable misalignment is only one to three degrees, dependent on the size of the ferrule (i.e. the bigger the ferrule, the less misalignment is acceptable. When a clamp is tightened as specified, the ferrules draw together very slightly; for example on a BPE ferrule, a secure seal compresses the gasket only .3 millimeters, or twelve-thousandths of an inch. This should ensure even compression. It helps to have quality sanitary clamps which are properly-designed and precisely-machined.
After thoroughly inspecting the hygienic clamp, it’s time to install it. This process must be done carefully and accurately. Otherwise, you again risk compromising the clamp’s seal. Start by positioning the gasket between the ferrule flanges. Make sure that the ferrules are completely aligned, that the gap is properly-sized (and that the clamp is not used to pull pipes or other components into alignment. Rather, align everything before installing the clamp.
Make sure that the gasket bead fits the grooves of both ferrule flange faces. Then mate the faces together. Both flanges should be within the clamp groove. Ensure that everything is properly aligned, and then apply and tighten the clamp.
As the clamp is tightened, it squeezes on the flanges, pushing the ferrules toward each other. This process ensures a proper seal, and the clamp connection should end up perfectly aligning the two ferrules to achieve a uniform crush on the gasket.
During clamp installation, how do we avoid misalignment and other issues?
 The value of angular misalignment should be reduced for increasing flange size. A maximum of perhaps 1-3° is acceptable (again depending on ferrule size) in a rigid scenario where no deflection can take place and the gasket must absorb this mis-alignment. In other words, the misalignment percentage should be minimised regardless of the ferrule diameter. Possible gaps due to misalignment would be 3 millimetres for 4 inches at one degree.
The value of angular misalignment should be reduced for increasing flange size. A maximum of perhaps 1-3° is acceptable (again depending on ferrule size) in a rigid scenario where no deflection can take place and the gasket must absorb this mis-alignment. In other words, the misalignment percentage should be minimised regardless of the ferrule diameter. Possible gaps due to misalignment would be 3 millimetres for 4 inches at one degree.
The BPE union adapts well to misaligned ferrules. The 20° face and clamp profile enables the ferrules to be aligned up to a certain point; however this is not ideal due to
the use of an elastomer gasket as the gauging face. Mis-aligned ferrules would result in higher point loads on the gaskets, thus resulting in localised gasket intrusion and wash-away of the elastomer at these points.
Due to the Advanced Couplings ‘omega’ design, the clamping force is delivered at the correct gauging point on the ferrules (REF ASME-BPE) in comparison to the standard tri-clover design. Since the load is applied on a point/plane rather than a plane/plane configuration, the out-of-flatness or manufacturing defects are more tolerable to this design.
Again, note that you should never use a clamp to pull pipes and components into alignment.
Which gasket material is best, and what size should we specify?
Selecting the appropriate gasket is essential in maintaining a safe, clean, and leak-free hygienic connection. Temperature ratings and resistance to degradation are key factors in determining the best gasket material for your particular application. When deciding on a gasket material, also consider compatibility of the material being transferred (including cleaning solutions) along with the operating pressure and temperature of your system.
Once installed, your first step is to inspect the gasket. Inspections are vital because they are the first line of defense against potential contamination issues, hopefully preventing them from developing into serious problems later in
your process. Closely inspect your existing gasket. Are there tiny cracks and tears? Has it discolored? Is it hard to the point of being brittle? Elastomeric gaskets should be firm but still pliable.

Is the gasket the right size? Close doesn’t count. When sizing sanitary fittings, make sure that you’re measuring the inner diameter of the tubing and the gasket, rather than from the flange. All sanitary connections consist of two ferrules, a gasket, and a clamp. For every ferrule, there is one exact size of gasket that you should use to avoid gaps and intrusions.
Gasket intrusion/recess values are based on hygienic design. Control the intrusion and recess to ensure cleanability. The gasket should provide a perfect bore to reduce crevices (minimizing bacterial growth) and also to reduce gasket washaway, turbulence, etc.
Note that regardless of construction material, all gaskets yield varying results in intrusion values for the same torque value applied to the same clamp type. Due to manufacturing tolerances, compound differences and postcure times, there will usually be a varying change in gasket intrusion between batches and/or manufacturer.
Gasket Installation Checklist:
Position the gasket between the ferrule flange
Align the gasket head with the grooves of both ferrule flange faces
Mate the faces together, applying the clamp
Tighten the clamp
We tap the clamp with a plastic mallet before tightening the nut. Is this the recommended way to install sanitary clamps?
Tapping the clamp with a plastic mallet is a good practice to ensure that the proper torque is achieved when tightening. After ferrules are welded, there is a deviation in the flatness (depending on the ferrule length). The addition of manufacturing variances in the clamps also adds to the tolerance build-up on assembly. Tapping the clamp in place with a hammer to align the ferrules should ensure that the union settles into place prior to tightening the nut. This technique is also useful in light of the fact that in a thermal environment, materials expand and become tighter, so a quick tap is part of many companies’ maintenance best practices.
We couldn’t open our clamp because the bolt and nut were fused together. What happened?
Following best practices means ensuring that you’re using the right clamp for the application. For example, if you’re using the wrong clamp for your application, its bolt and nut can become bound or locked together, making it hard or impossible to open the clamp to service the connection. This is known as galling.
Galling can occur in clamps in which both the bolt and nut are made of stainless steel. Note that galling and coldwelding are not mutually exclusive; both can occur on steel parts. When accidentally over-torqued, either manually or mechanically, these separate pieces of metal can fuse or bind to each other so that they cold-weld together. In some cases, maintenance personnel will need to cut the clamps off before the piping can be removed.
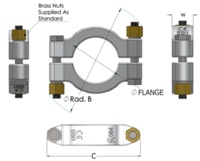
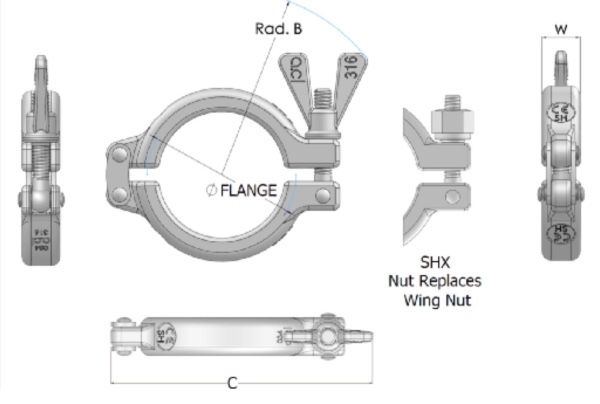
For these applications, we recommend the use of clamps with an anti-galling option. Anti-galling is ensured by using a resident nitronic 60 stainless-steel alloy for the bolt and a slightly softer 316-grade steel for the wingnut or hex nut. If the nut is damaged by over-torquing, it can be replaced easily and inexpensively. Anti-galling options are available for bolt/nut combinations on clamps and are ideal for frequent disassemble/cleaning/assembly lines.
Can you recommend different hygienic clamp/nut configurations for these different applications?
Steam only (hygienic connections are infrequently removed and reassembled.) A basic stainless-steel clamp designed for hygienic connections, such as the Advanced Couplings SH Series clamp, can provide quick access to the joint for cleaning and inspection without compromising safety.
Hygienic gas only (e.g. air, nitrogen: hygienic connections are infrequently removed and reassembled). The above-mentioned clamp can be used here, or a high-pressure version with two bolts for greater clamping force.
Process fluids (e.g. liquid product streams, CIP fluids, and SIP conditions) – Operations personnel remove and reassemble the connection every batch. An anti-galling clamp is ideal for these applications to prevent the metal from fusing.
Process fluids (see liquid product streams, CIP fluids, and SIP conditions) – Operations personnel only remove and reassemble the connection for infrequent maintenance activities. We recommend the SH series clamp above.
Should you manually tighten the clamp or use a tool?
You can achieve the proper degree of clamp tightness by using an approved torque-tightening tool. Tighten the hygienic clamp jaws to ensure that neither over- nor under-tightening occurs. Also include inspections of ferrules, gaskets, clamps, and piping as a part of regular maintenance procedures; changeovers and cleaning routines may mean that conditions have changed. Additionally, equipment may travel as a result of vibration, moving pipelines out of alignment.
Always tighten clamps according to the appropriate torque specifications. Currently there is not a list of definitive torque values; however your clamp supplier typically can cite a torque value. Elastomer gaskets need no more than
4Nm of torque on the clamp to seal correctly and maintain ASME-BPE Cat 2 intrusion. However, end users must perform their own compression and intrusion tests to ensure that the consistency between batches of components is in line with the torque guidelines.
Due to the reasons stated above, clamp manufacturers normally recommend similar torque values for different styles of clamps at the same flange size. However, gasket intrusion can be more pronounced on a single-hinge clamp than on a double-hinge clamp. It’s common to find the same torque value specified for different types of fasteners (e.g. spring-loaded, dome nut, wing nut etc.) on the same clamp.
As for how often you should re-torque sanitary fittings, rechecking a union now is much cheaper than losing product later. As an example, for some gaskets, it’s common to find that a single post-SiP re-torque back to
4Nm is acceptable after the first SiP experienced by the gasket. The re-torque can be applied with either a torque wrench or by application of approximately one half-turn of the nut, with additional tightening recommended after the first SiP.
How can I tell if a clamp is tightened properly?
 After installing the clamp, immediately ensure if it has been installed correctly and is doing its job. A bad connection can harbor bacteria. Make sure that the clamp is neither over- nor under-tightened.
After installing the clamp, immediately ensure if it has been installed correctly and is doing its job. A bad connection can harbor bacteria. Make sure that the clamp is neither over- nor under-tightened.
Under-tightening the clamp = Leaves gaps between the ferrule and the gasket. Even if the connection doesn’t drip, the gaps may trap material where CIP processes can’t reach, thereby increasing the chances of bacterial accumulation.
Over-tightening the clamp = Over-compresses the gasket causing it to intrude into the pipeline. Any such intrusion will create a foothold for buildup and bacteria.
It’s important to ensure that the installation was successful. Check for the following:
Is the clamp over-or under-tightened?
Overtightening causes intrusion into the pipe
Under-tightening leaves gaps between the gasket and ferrules
Jaws should not touch when properly-tightened.
Are the gasket and ferrules aligned?
In a proper installation, the gasket is slightly compressed and the bead is centered in the ferrule groove. The gasket’s inside diameter should be aligned with the pipe’s inside diameter so that there is no intrusion or void. The clamp jaws should never touch after tightening, or there may not be enough compression on the gasket to create a proper seal. This could be caused by a deformed or damaged clamp, overtightening, or using the wrong-sized clamp for the ferrule assembly.
Over-tightening can be spotted by checking for clamp jaws that touch. This should not occur because excessive pressure may cause the gasket to intrude into the pipe. Properly-tightened hygienic clamps instead have some space between the jaws.
Under-tightening results in too much space in between the jaws, which may leave gaps between the gasket and ferrules. This invites the opportunity for the ingress of pathogens or contaminants. Even if they do not leak these gaps can cause hard-to-clean areas to occur which clean-in-place processes cannot reach.
How often should we re-torque clamp connections?
It’s permissible to re-torque if necessary; however, whether you need to re-torque a clamp or not is specific to the particular connection. Often the need to re-torque is caused by a poor-quality clamp that had to be over-torqued to get it to seal in the first place, and which later relaxed during a thermal cycle. The need to re-torque a number of times could also be the result of using poor-quality gaskets or using the clamp for too long.
A more reliable solution is to choose a higher-quality clamp which will keep you from having to over-torque during installation. In this case, subsequent re-torque may not be required at all, contributing to a more sterile process.
Advanced Couplings clamps are sized to minimise the variance between the clamp segments, reducing the need for re-torquing and freeing maintenance staff for other work.
Since the clamps and ferrules are not pre-stressed, there will be a tendency for them to relax over time. If your process involves thermal cycling testing of pipes and their hygienic clamp connections, then a re-torque may be needed.
Ensuring safe, reliable process system connections is anything but routine. As with many other technical issues, proper training is critical to helping ensure a safe and sterile process. Foreknowledge and inspection of potential issues is key. With some initial consideration and knowledge of the basics, you’ll be able to achieve reliable clamp connections and a safer work environment.



